






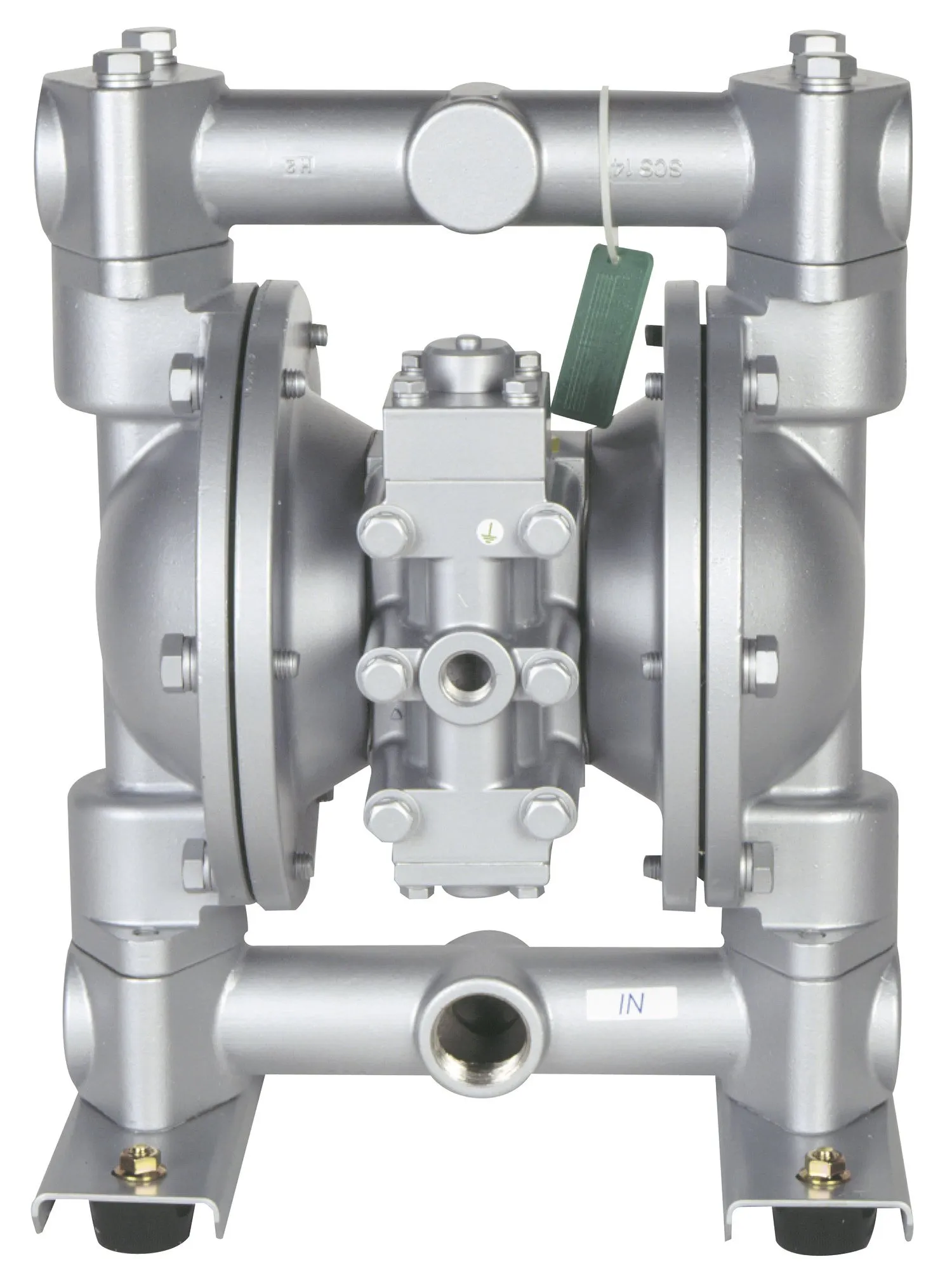
Introducing the Air-Operated Double Diaphragm Pump, a powerful and efficient solution for your fluid transfer needs. This diaphragm pump, also known as a membrane pump, utilizes the reciprocating action of a durable rubber, thermoplastic, or Teflon diaphragm in conjunction with specially designed check valves to ensure optimal fluid movement. With a robust construction and innovative design, this pump is engineered to deliver consistent performance across a variety of applications.
The model QBY4-25L features a 1-inch inlet and outlet, making it capable of pumping up to 35 gallons per minute (GPM) at a maximum temperature of 150 degrees Fahrenheit. This versatile pump is perfect for use with water and low viscosity petroleum fluids, including diesel, kerosene, motor oil, and some waste oils. Its application spans across various industries, such as petroleum, metallurgy, mining, coating material, printing, paper making, and automotive, making it an essential tool for many professionals.
| Specifications | |
| Product Type | Double Diaphragm |
| Operation Type | Air-operated |
| Model | QBY4-25L |
| Body Material | Aluminum |
| Inlet Port | 1 inch (25 mm) |
| Outlet Port | 1 inch (25 mm) |
| Air Inlet Size | NPT 1/2 inch (12.7 mm) |
| Average Air Consumption | 38 CFM |
| Max Flow Rate | 9 m3/h (35 GPM) |
| Suction | 0-5 m (0-16.4 ft) |
| Max Suspended Solids | 3 mm (1/8 inch) |
| Max Head | 84 m (275.59 ft) |
| Max PSI | 120 psi |
| Max Temp. | 150℉ |
| Self-Priming Dry | 3 m (10 ft) |
| Self-Priming Wet | 4.6 m (15 ft) |
| Manifold Connection | Single |
| Valve Type | Ball |
| Ball Material | Acetal |
| Check Seat Material | Polypropylene |
| Diaphragm Material | Nitrile |
| Package Size | 35 x 26 x 23 cm (13.78 x 10.24 x 9.06 inch) |
| Gross Weight | 9.86 kg (21.74 lbs) |
This air-operated diaphragm pump boasts several quality features that enhance its performance. With a maximum head of 275.59 feet and a maximum pressure of 120 PSI, it is designed to handle demanding tasks with ease. The top-quality glyd ring and double-acting seal ensure that you experience superior performance and reliability.
One of the standout features of this pump is its rugged construction, which resists corrosion and guarantees long-lasting performance. The bolted construction design is specifically tailored for leak-free fluid handling, ensuring that your operations remain efficient and clean. Furthermore, the pump includes an externally serviceable air distribution system, allowing for easy maintenance and reduced downtime.
The modular air valve is another key innovation, offering a stall-free design that promotes smooth and rapid changeover. This low pulsation air valve enhances the pump’s efficiency, making it a top choice for professionals looking to minimize operational interruptions.
When you choose this air-operated diaphragm pump, you are investing in a reliable and versatile tool that is capable of meeting the rigorous demands of various industries. Its high-quality construction and exceptional performance capabilities make it an indispensable addition to your equipment lineup. Please note that this pump should not be used for corrosive liquids to maintain its integrity and longevity.
Included with your purchase is the Air-Operated Double Diaphragm Pump and a comprehensive product manual, ensuring you have all the information needed for optimal usage and maintenance.



Reviews
There are no reviews yet.